
In critical pump applications, mechanical seal performance is not measured only at the point of installation. It is measured over time: how consistently the seal performs, how often the pump requires intervention, and whether maintenance teams can plan corrective work before failure disrupts production.
This is where MTBR and MTBF become useful reliability indicators.
For engineering managers, plant engineers and maintenance supervisors, these metrics provide more than maintenance history. They help identify patterns in pump and seal performance, highlight recurring failure conditions, support shutdown planning and inform better decisions around spares, repair intervals and seal selection.
For Process Containment Solutions (PCS), MTBR and MTBF form part of a broader reliability conversation. Mechanical seal performance must be interpreted in context. The seal, pump, installation, process conditions and operating environment all influence service life.
Used correctly, MTBR and MTBF help maintenance teams move from reactive seal replacement to structured reliability management.
What Is MTBF?
MTBF stands for Mean Time Between Failures.
In pump and mechanical seal applications, MTBF helps maintenance teams understand the average operating time between failure events. It is commonly used as a reliability indicator for repairable assets and systems.
For a pump or mechanical seal, MTBF can help answer practical questions:
- How often is the asset failing?
- Is failure frequency increasing or decreasing?
- Are failures becoming predictable?
- Do repeated failures occur under similar operating conditions?
- Is the current sealing arrangement suitable for the duty?
MTBF should not be treated as a guaranteed life expectancy. It is an average reliability indicator. Its value lies in how it is tracked over time and compared with real operating conditions.
A single failure may be linked to an isolated plant upset. A recurring pattern may point to a deeper issue involving seal selection, pump condition, installation quality, process stability or maintenance practice.
What Is MTBR?
MTBR generally refers to Mean Time Between Repairs.
For this article, MTBR refers to the average time between repair interventions. In pump and seal environments, this is a practical measure because not every intervention is recorded as a complete failure. Some interventions may involve leakage, inspection, seal replacement, pump refurbishment or planned corrective work.
MTBR helps maintenance teams understand how often an asset requires attention.
It can help answer questions such as:
- How often does this pump require maintenance?
- Are repair intervals improving or shortening?
- Can interventions be planned into shutdown windows?
- Is the plant holding the correct seal and pump spares?
- Are repeat repairs pointing to a reliability issue that has not been resolved?
Where MTBF focuses on failure frequency, MTBR gives insight into maintenance burden.
MTBR vs MTBF: Why Both Metrics Should Be Considered Together
MTBR and MTBF are most useful when they are reviewed together.
In real plant environments, failure and repair data are connected. A pump may not always run to outright failure before intervention is required. Similarly, repeated repairs may reveal a reliability concern before a major failure occurs.
When maintenance teams understand how long a pump or mechanical seal typically operates before failure or repair, they can plan more effectively. This supports shutdown planning, preventative maintenance, spares holding, seal standardisation and cost control.
The objective is not only to repair the seal when it fails. The objective is to understand the pattern behind the failure and use that information to reduce unplanned maintenance.
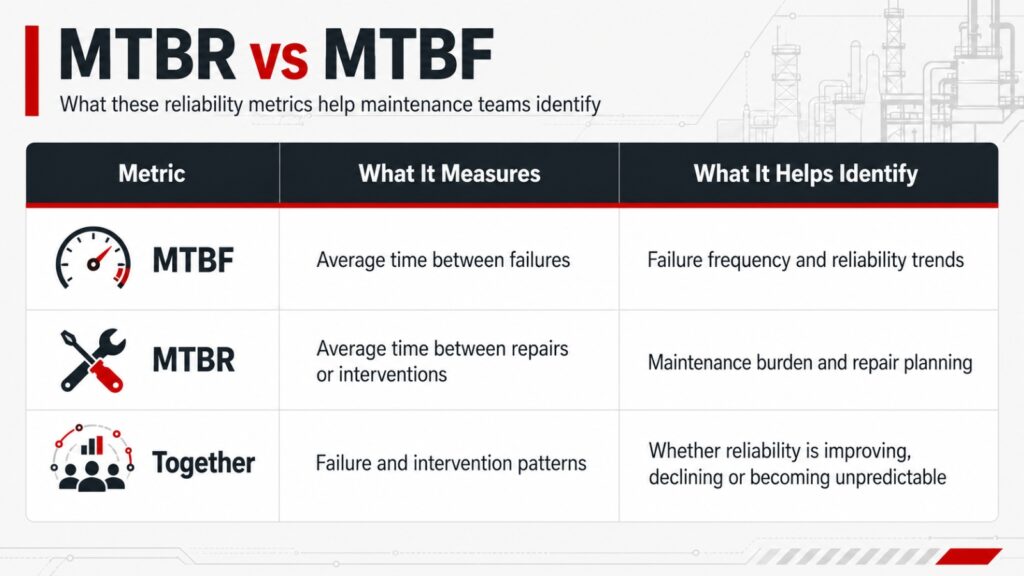
MTBF helps indicate failure frequency, while MTBR shows repair or intervention patterns. Together, they provide a clearer view of pump and mechanical seal reliability.
What Reliability Trend Data Can Reveal
MTBR and MTBF become more valuable when they are tracked over time.
A monthly figure shows what happened during a specific period. A rolling average gives a clearer view of whether reliability is improving, declining or becoming inconsistent.
In anonymised reliability data reviewed by PCS, a rolling mean-time trend improved from approximately the high-20s early in the dataset to around 80 by May 2026. This result is application-specific and should not be treated as a general performance claim. However, it demonstrates an important reliability principle: mean-time data becomes more useful when it is tracked consistently and reviewed as a trend.
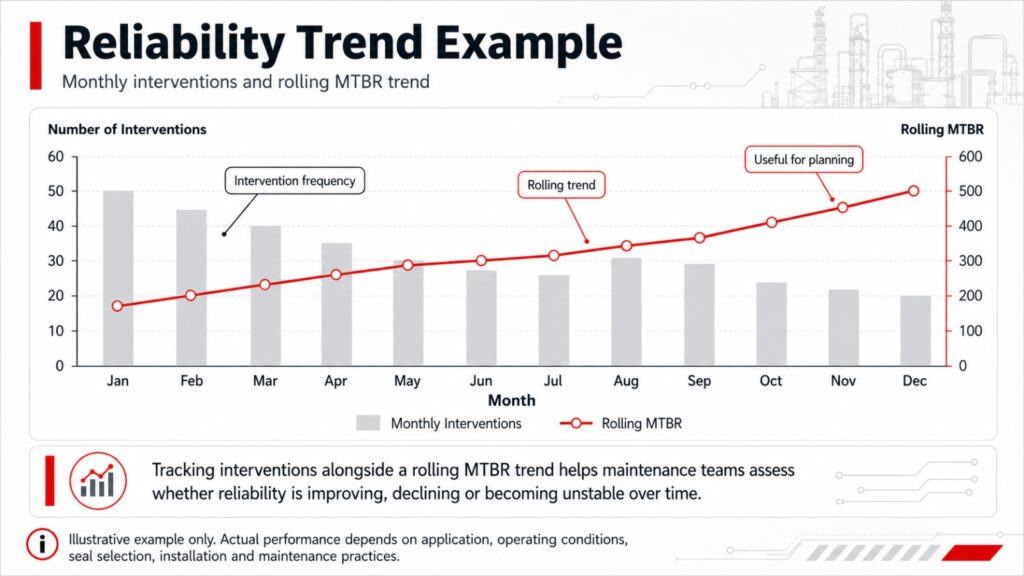
Tracking monthly interventions alongside a rolling MTBR trend helps maintenance teams assess whether pump and seal reliability is improving, declining or becoming unstable over time.
A trend view can help plant teams identify:
- whether interventions are becoming less frequent
- whether repeat failures are increasing
- whether previous corrective actions are improving reliability
- whether an asset requires deeper investigation
- whether planned maintenance intervals are realistic
- whether spares and shutdown planning reflect actual asset behaviour
For reliability-focused plants, this data helps shift maintenance conversations from isolated repair events to evidence-based asset management.
Poor Seal Life Is Not Always a Seal Problem
A mechanical seal is selected for a defined operating envelope. This includes the process fluid, pressure, temperature, pump speed, duty conditions and expected process variations.
When a seal fails prematurely, the seal itself is not always the root cause.
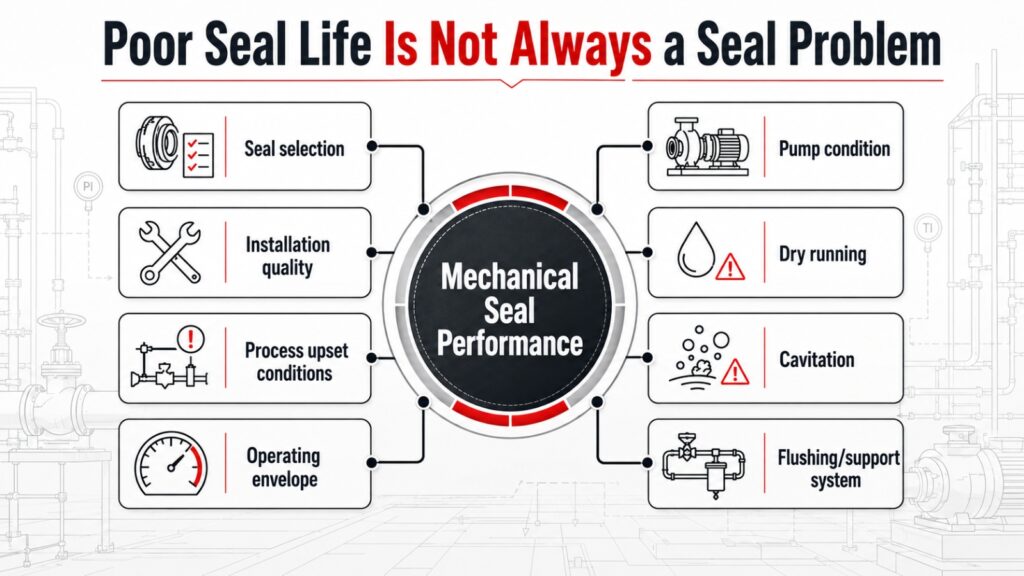
Poor seal life is not always caused by the seal itself. Pump condition, process upsets, dry running, flushing and installation quality can all affect mechanical seal performance.
PCS’s technical input highlights that unplanned or unexpected plant upset conditions can reduce mechanical seal life, particularly where those conditions were not disclosed during seal selection or fall outside the original design parameters.
Common contributors to reduced seal life may include:
- unstable suction pressure
- cavitation
- dry running
- process fluid changes
- temperature excursions
- pressure fluctuations
- incomplete operating data during seal selection
- inadequate flushing or support systems
- vibration
- poor pump refurbishment
- incorrect installation
- incorrect seal selection
- poor seal lubrication
This is why repeat seal failure should not be treated as a simple replacement task. Replacing the seal like-for-like may not improve MTBR or MTBF if the cause sits elsewhere in the pump or process system.
A reliability-focused approach requires the seal, pump and operating environment to be assessed together.
Dry Running and Loss of Seal Face Lubrication
Dry running is one of the major causes of premature mechanical seal failure.
Mechanical seals rely on a thin liquid film between the seal faces. This film helps reduce direct face contact, heat generation and wear. When that film is lost, friction and temperature can increase rapidly, leading to seal face damage.
Dry running may occur due to:
- insufficient liquid at the seal faces
- poor priming
- low-flow or no-flow operation
- process upset conditions
- inadequate flush or support system performance
- cavitation or suction-side instability
- operation outside the expected duty range
When dry running is suspected, the event should not be recorded only as “seal failure”. The surrounding process and pump conditions should be reviewed to understand why the seal faces lost lubrication.
This distinction matters. The seal may be the failed component, but the root cause may be an operating condition that needs to be corrected.
How PCS Approaches Repeat Mechanical Seal Failure
When a customer experiences repeated mechanical seal failures, PCS starts by reviewing the failed seal itself. PCS supports mechanical seal inspection and repair by reviewing failure evidence, assessing wear patterns and considering the wider pump and process context.
The seal can provide important failure evidence, including:
- cavitation-related face damage
- coning or distortion
- heat damage
- chemical attack on elastomers
- abnormal face wear patterns
- signs of dry running
- signs of incorrect installation or operating conditions
Once the visible evidence has been assessed, the investigation moves outward.
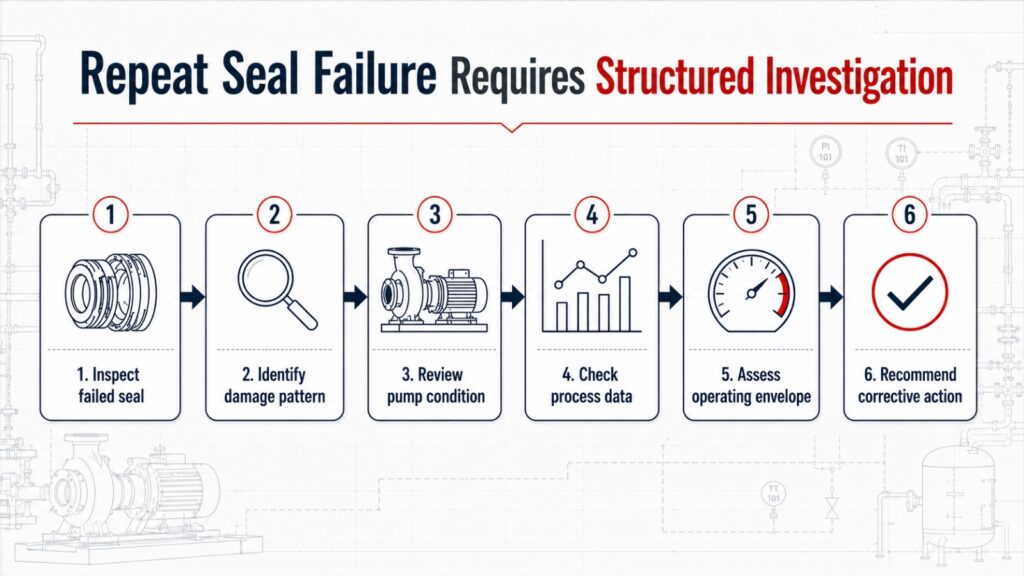
Repeat seal failure should be investigated as a structured evidence trail, starting with the failed seal and extending to pump condition, process data and operating envelope.
This may include reviewing pump build quality, pump refurbishment history, suction pressure behaviour, absorbed motor power, flushing conditions, process changes and available monitoring data.
In practice, repeat failure analysis is a structured evidence-gathering process. The failed seal is the starting point, but the full picture often only becomes clear when seal condition is compared with pump condition and process data.
What Maintenance Teams Should Record When a Mechanical Seal Fails
Accurate failure records help maintenance and reliability teams make better decisions.
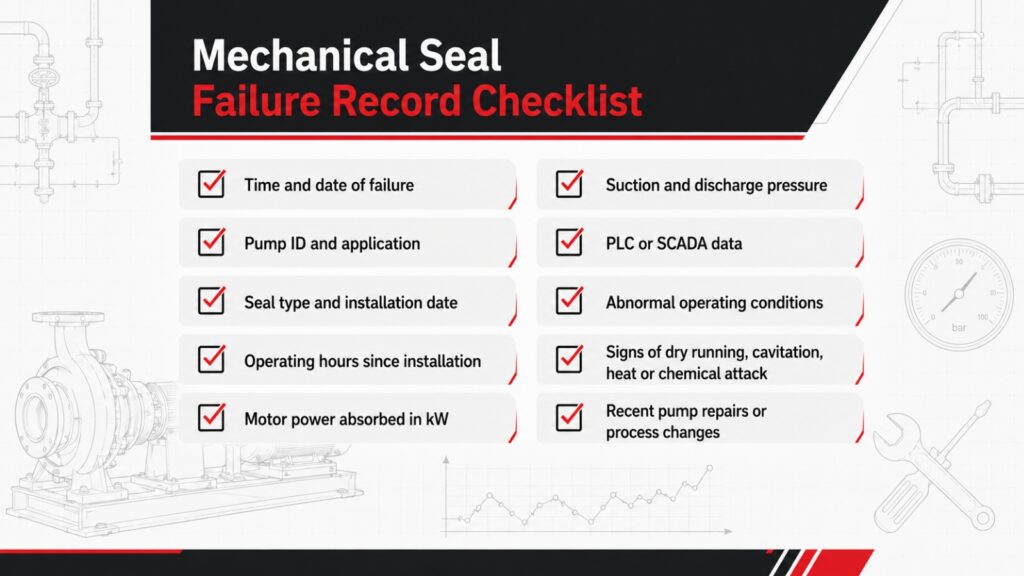
When a mechanical seal fails, the following information should be recorded wherever possible:
- exact time and date of failure
- pump identification and application
- seal type and installation date
- operating hours since installation or last repair
- motor power absorbed, measured in kW
- suction pressure before and during the failure event
- discharge pressure, if available
- PLC, SCADA or other monitoring data around the time of failure
- any abnormal plant conditions or process upsets
- recent process changes
- evidence of cavitation, dry running, heat damage or chemical attack
- recent pump repairs, rebuilds or maintenance work
- whether the pump was operating under normal duty conditions
- whether leakage, vibration, noise or temperature changes were observed before failure
Recording accurate failure data helps maintenance teams identify whether a seal failure is linked to the seal, pump condition, process data or abnormal operating conditions.
The time of failure is especially important. If the plant has PLC, SCADA or pump monitoring data, the failure time can be used to review what was happening immediately before the event.
For example, a change in absorbed motor power may indicate a change in operating conditions, cavitation, suction pressure instability or another abnormal condition. This information can help distinguish between a seal-related concern and a wider pump or process issue.
How MTBR and MTBF Support Shutdown Planning
Unplanned maintenance is usually more disruptive than planned intervention.
When maintenance teams understand how long a pump or mechanical seal typically operates before requiring attention, they can make more informed decisions around shutdown planning, spares availability and preventative maintenance.
MTBR and MTBF data can support:
- planned maintenance intervals
- shutdown preparation
- spares holding
- seal standardisation
- repair scheduling
- risk-based maintenance planning
- root cause analysis
- reliability improvement programmes
If a mechanical seal consistently requires intervention before a planned shutdown, the plant may need to review the sealing arrangement, operating conditions, pump condition or maintenance practice.
If reliability trends improve over time, this may indicate that previous corrective actions, improved repair practices, better seal selection or operating improvements are having a positive effect.
The value lies in moving from reactive replacement to planned reliability management.
Flowserve ISC2 and ISC2-682 in Reliability-Focused Seal Selection
Correct mechanical seal selection is one part of improving pump reliability.
PCS works with Flowserve mechanical seal technologies, including ISC2 and ISC2-682 solutions, in applications where seal selection, operating data and lifecycle reliability are critical to pump performance.
The Flowserve ISC2 range provides cartridge mechanical seal options for a wide range of industrial pump applications. The ISC2-682 range is designed for applications where API 682 requirements are relevant, including refinery, petrochemical and related process industry environments.
For critical applications, the value of a mechanical seal is not only the component supplied. The value lies in selecting a sealing solution that matches the pump, process conditions and operating envelope.
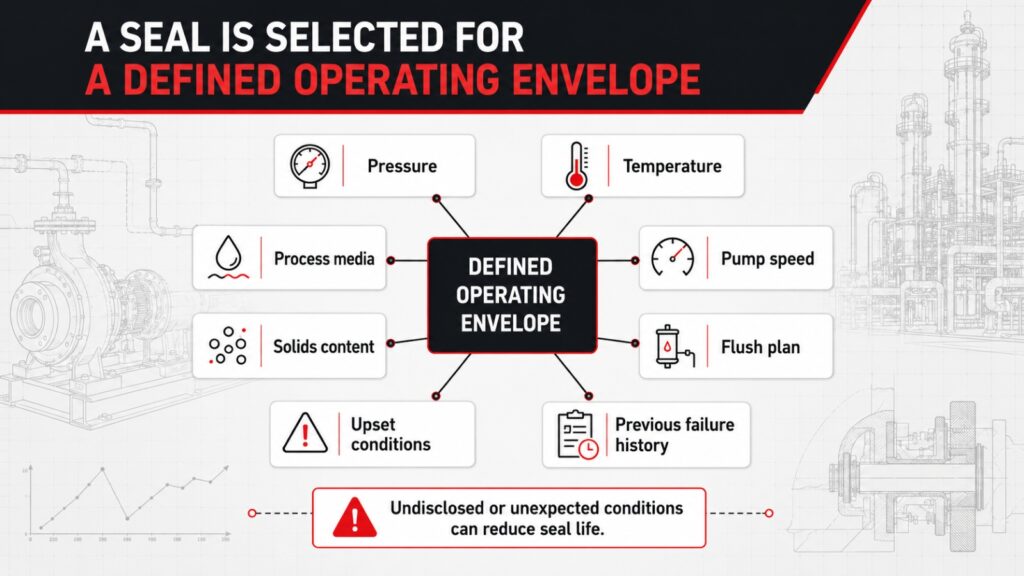
A mechanical seal is selected for a defined operating envelope. Undisclosed or unexpected conditions can reduce seal life and affect pump reliability.
This requires accurate application data, including:
- fluid or media being pumped
- pressure
- temperature
- pump speed
- shaft size
- process conditions
- expected upset conditions
- solids content or contamination risk
- flush or support system requirements
- previous failure history
- maintenance expectations
Where this information is incomplete, seal life may be affected because the selected seal may not be suited to the full range of actual operating conditions.
The Role of PCS in Pump and Mechanical Seal Reliability
PCS supports reliability-focused pump and mechanical seal decisions by looking beyond component replacement.
When repeated seal failures occur, PCS can help review failure evidence, assess the wider pump and process context, and recommend suitable mechanical seal or pump-related solutions where required.
Because PCS is involved in mechanical seals, pumps and repair capabilities, the team can consider the full package rather than assessing the seal in isolation.
This is important in critical applications where repeat failures may be linked to more than one factor, including seal selection, pump condition, operating data, process upset conditions, installation practice or repair quality.
PCS is also accredited by Flowserve to repair mechanical seals and pumps. This gives customers access to technical support that considers both the sealing device and the equipment conditions that influence its performance.
For South African process plants, this type of support helps align engineering, maintenance and procurement decisions around reliability, not only replacement cost.
Moving From Reactive Replacement to Reliability Management
MTBR and MTBF help maintenance teams understand what is happening over time.
When tracked consistently, these metrics show whether reliability is improving, whether intervention frequency is increasing, and whether repeated failures require deeper investigation.
For mechanical seals, this matters because the seal may represent a relatively small part of the total pump package, but its failure can stop the pump and create wider operational disruption.
A faulty or incorrectly applied sealing arrangement can affect plant reliability, increase unplanned maintenance and raise the total cost of running the plant.
The goal is not simply to replace the seal when it fails. The goal is to understand why it failed, whether the failure was predictable, and what can be done to improve future reliability.
PCS helps maintenance and reliability teams interpret MTBR and MTBF in context: the seal, the pump, the process and the operating environment.
Speak to PCS About Pump and Mechanical Seal Reliability
If your plant is experiencing repeat mechanical seal failures, reduced MTBR, declining MTBF or unplanned pump interventions, PCS can assist with reviewing the application, failure evidence and operating conditions.
For technical support, mechanical seal selection or pump reliability enquiries, contact PCS:
Email: info@pcsza.com
Tel: +27 (0)10 442 5798
Follow Us On LinkedIn